
Case Study
Weight Reduction Through Collaboration
Waupaca Foundry manufactures differential cases for a wide variety of light- and commercial-vehicle applications.
For this component, the goal was to optimize the design of an advanced helical differential case for the successor to the world’s first commercially available four-wheel drive vehicle. This was a challenge that would fascinate even the most experienced engineer.
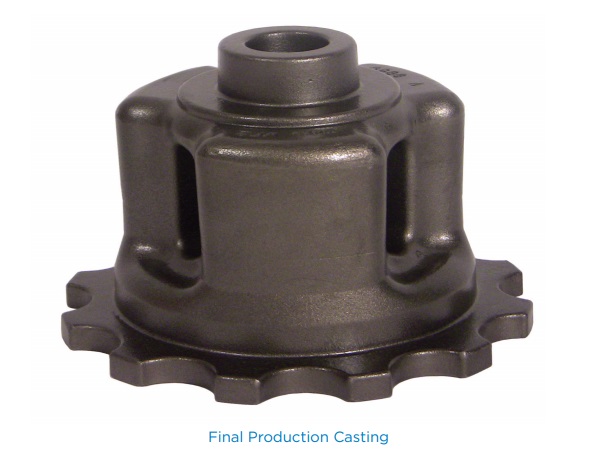
The successful collaboration resulted in a ductile iron casting that was cost-effective to produce and machine. After more than a dozen product- and process-driven design iterations and testing through computer modeling and flow simulations, the final product was lighter and optimized for more efficient machining.
The customer came to us with the understanding that casting the internal features and windows of this part would be cost prohibitive—especially for the low volume of this order. And no other U.S. iron casting supplier was willing to provide the Tier-One with a design other than a round, overly-simplified iron casting.
Normally, a core would be used to cast the internal features they desired, features that can’t be achieved solely with greensand. But based on our customer’s need to have windows in the side of the casting for oil-flow, we teamed up with their engineers to redesign and improve this 21-pound differential. The result was an iron casting design and process that met their needs, and then some.
“Combining tooling engineering, metallurgical expertise and computer simulation will result in iron castings that have the quality, consistency and performance that our customers have come to trust.”
– Dan Korpi, Plant Manager
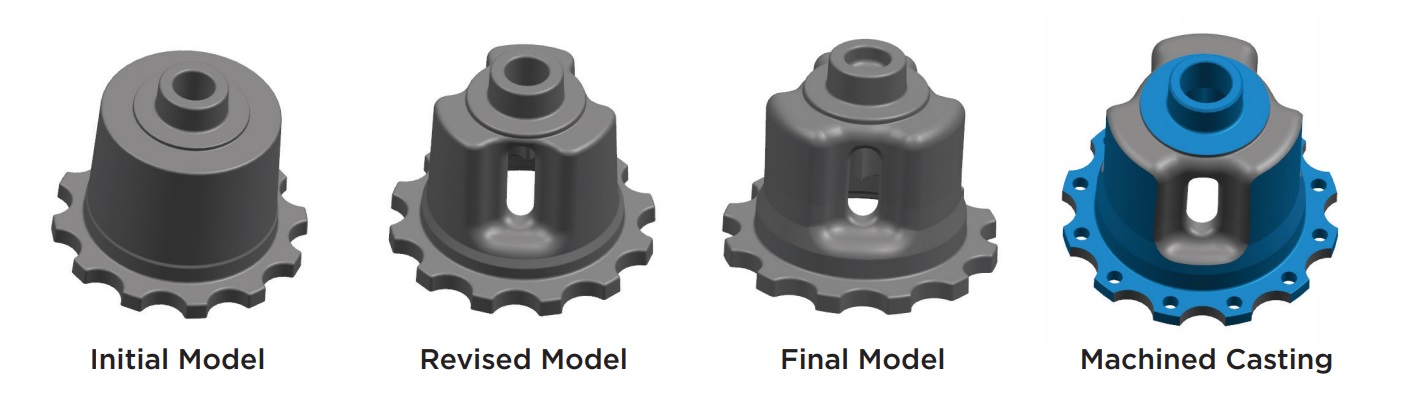
We began with the customer’s initial iron casting model, along with the knowledge of what the end-machined iron casting needed to be. By moving parting lines, changing surface draft and altering machine stock, we were able to incorporate a wrap-around core. This reduced the iron casting weight and minimized the amount of material that required machining.
This wrap-around core design casts both internal and external features, along with providing the windows the customer desired. It also allowed Waupaca Foundry to place the riser where it worked best for feeding the iron to the casting.
In addition, we partially filled in the top hub. The base of the top hub had shown to be a hot spot on the FEA and had shown cracks in testing.
Our MAGMA® simulation showed that area to have some porosity, making it more susceptible to cracking. By adding fill in the center hub, we pulled the porosity to the middle where it was machined out of the iron casting. The resulting iron castings met all product requirements and a successful production launch followed.
Computer modeling with sound technical communications between Waupaca Foundry and our customer resulted in an iron casting design that reduced mass by 41% and machined stock by 60%. The iterative iron casting design also lowered machining cycle time, further reducing total manufacturing cost for our customer.
Collaborative Design
With computer modeling and simulations, and design and process improvements, we reduced iron casting weight and machining.
Before
The design was difficult to quote, much less produce; so a team of engineers collaborated to improve this large and unique differential case.
After
A reduction in weight and a design optimized for machining saved our customer time and money
At Waupaca Foundry, we’ve always known the virtue of collaborating and being willing to tackle tough challenges. Both teamwork and problem solving are absolutely integral to consistently manufacturing the highest quality iron castings in the world.
